



-
-
Thành tiền: 0 ₫Tổng số: 0 ₫
- Giỏ hàng Thanh toán



Que hàn là gì
Giá bán : Liên hệ
Que hàn là gì?
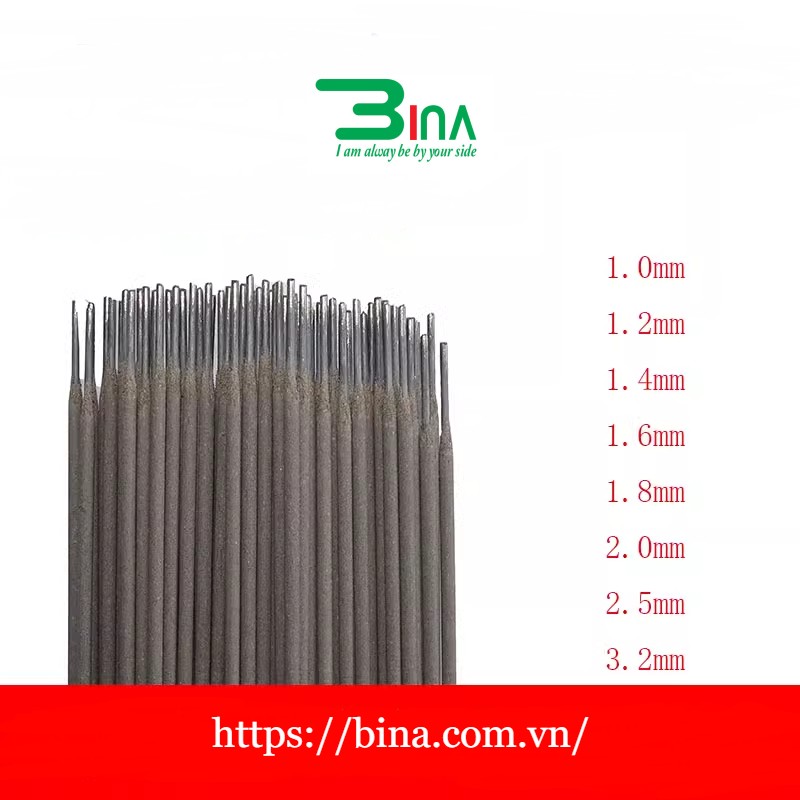
Que hàn (điện cực được bọc) là một dải kim loại được nấu chảy và lấp đầy trong mối nối của phôi hàn trong quá trình hàn khí hoặc hàn điện. Vật liệu của que hàn thường giống với vật liệu của chi tiết gia công.
 |
Que hàn là một điện cực nóng chảy được tráng dùng để hàn hồ quang. Nó bao gồm hai phần: lớp phủ và lõi hàn. Theo tiêu chuẩn quốc gia “Dây thép hàn” (GB 1300-77), dây thép đặc biệt dùng để hàn có thể được chia thành ba loại: thép kết cấu carbon, thép kết cấu hợp kim và thép không gỉ.
 |
☞Xem thêm: Đĩa mài
Giới thiệu về que hàn
Que hàn (coveredelectrode) là tác dụng lớp phủ (lớp phủ) đều và hướng tâm lên lõi hàn kim loại trên lõi hàn. Lõi hàn là lõi kim loại của que hàn, để đảm bảo chất lượng và hiệu suất của mối hàn cần có những quy định nghiêm ngặt về hàm lượng của từng nguyên tố kim loại trong lõi hàn, đặc biệt là hàm lượng các tạp chất có hại (chẳng hạn như). như lưu huỳnh, phốt pho, v.v.) nên được hạn chế chặt chẽ, tốt hơn nguyên liệu gốc.
Que hàn gồm 2 phần: lõi hàn và lớp phủ. Các loại khác nhau có lõi hàn khác nhau. Thành phần của lõi hàn ảnh hưởng trực tiếp đến thành phần và tính năng của kim loại mối hàn nên các yếu tố có hại trong lõi hàn phải càng nhỏ càng tốt. Lõi hàn để hàn thép cacbon và thép hợp kim thấp thường sử dụng thép cacbon thấp làm lõi hàn và bổ sung thêm mangan, silicon, crom, niken và các thành phần khác (xem tiêu chuẩn quốc gia về dây hàn G1300-77 để biết chi tiết).
Lý do sử dụng carbon thấp là vì một mặt dây thép có độ dẻo tốt khi hàm lượng carbon thấp, dễ rút dây hàn hơn, mặt khác có thể làm giảm hàm lượng CO2 trong quá trình khử. khí, giảm sự bắn tung tóe hoặc lỗ chân lông và tăng nhiệt độ của kim loại mối hàn khi nó đông đặc. Tốt cho hàn trên cao. Việc bổ sung các nguyên tố hợp kim khác chủ yếu là để đảm bảo tính chất cơ học toàn diện của mối hàn. Nó cũng có tác dụng nhất định đến hiệu suất quá trình hàn và loại bỏ tạp chất.
Đối với thép hợp kim cao và các vật liệu kim loại khác như nhôm, đồng, gang, thành phần lõi hàn phải tương tự như kim loại được hàn và hàm lượng tạp chất cũng phải được kiểm soát và một số nguyên tố hợp kim nhất định thường được bổ sung theo yêu cầu của quy trình. Que hàn là một điện cực nóng chảy được phủ một lớp phủ để hàn hồ quang.
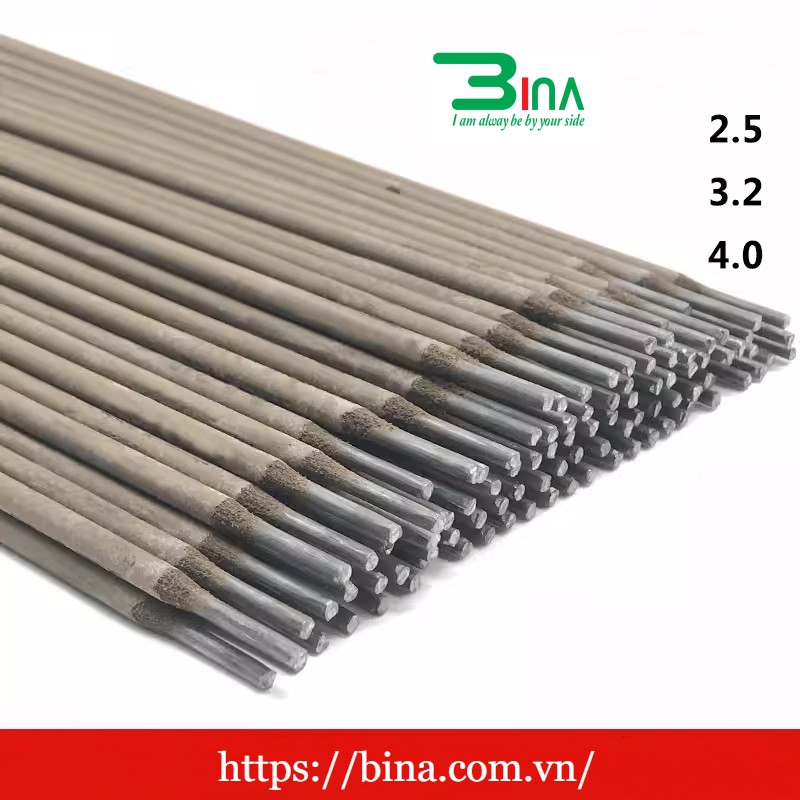
Nó bao gồm hai phần: lớp phủ và lõi hàn. Lớp phủ ở đầu trước của que hàn có góc vát khoảng 45°, nhằm tạo điều kiện thuận lợi cho việc đánh lửa hồ quang. Có một đoạn lõi hàn lộ ra ở đuôi chiếm khoảng 1/16 tổng chiều dài của que hàn, thuận tiện cho việc cầm kẹp hàn và dẫn điện. Đường kính của que hàn thực chất là đường kính của lõi hàn), thường là 2, 2,5, 3,2 hoặc 3, 4, 5 hoặc 6 mm. Các loại được sử dụng phổ biến nhất là nhỏ 3,2, nhỏ 4 và nhỏ 5, và chiều dài của chúng là “L” Thường từ 200 đến 550 mm.
 |
Lõi que hàn
Lõi kim loại được bao phủ bởi lớp phủ trong que hàn được gọi là lõi hàn. Lõi hàn nói chung là một sợi dây thép có chiều dài và đường kính nhất định. Khi hàn, lõi hàn có hai chức năng: thứ nhất, nó dẫn dòng hàn và tạo ra hồ quang để chuyển đổi năng lượng điện thành năng lượng nhiệt; thứ hai, lõi hàn tự nóng chảy như một kim loại phụ và kết hợp với kim loại nền lỏng để tạo thành một khối kim loại. hàn. Khi hàn bằng điện cực, kim loại lõi chiếm một phần trong toàn bộ kim loại mối hàn.
Vì vậy, thành phần hóa học của lõi hàn ảnh hưởng trực tiếp đến chất lượng mối hàn. Vì vậy, cấp và thành phần của dây thép dùng làm lõi que hàn được quy định riêng. Nếu nó được sử dụng làm kim loại phụ trong các phương pháp hàn nhiệt hạch như hàn hồ quang chìm tự động, hàn điện xỉ, hàn khí bảo vệ và hàn khí thì được gọi là dây hàn.
- 1. Carbon (C) Carbon là nguyên tố hợp kim chính trong thép. Khi hàm lượng carbon tăng thì độ bền và độ cứng của thép tăng lên đáng kể, trong khi độ dẻo lại giảm. Trong quá trình hàn, carbon đóng vai trò khử oxy nhất định và phản ứng với oxy dưới nhiệt độ cao của hồ quang để tạo ra khí carbon monoxide và carbon dioxide, giúp loại bỏ không khí xung quanh khu vực hồ quang và bể nóng chảy để ngăn chặn khí oxy và nitơ có hại trong không khí. Tác động xấu đến vũng nóng chảy, làm giảm hàm lượng oxy và nitơ trong kim loại mối hàn. Nếu hàm lượng carbon quá cao, hiệu ứng khử sẽ rất mạnh, gây ra hiện tượng bắn tung tóe và lỗ chân lông lớn hơn. Xem xét ảnh hưởng của carbon đến độ cứng của thép và khả năng dễ bị nứt của nó, hàm lượng carbon của lõi hàn thép carbon thấp thường là 0,1%.
- 2. Mangan (Mn) Mangan là chất tạo hợp kim tốt hơn trong thép. Khi hàm lượng mangan tăng lên, độ bền và độ dẻo dai của nó sẽ tăng lên. Trong quá trình hàn, mangan còn là chất khử oxy tốt, có thể làm giảm hàm lượng oxy trong mối hàn. Mangan kết hợp với lưu huỳnh tạo thành mangan sunfua nổi trong xỉ, từ đó làm giảm xu hướng nứt nóng trong mối hàn. Do đó, hàm lượng mangan trong lõi hàn thép kết cấu cacbon thông thường là 0,30% đến 0,55%. Hàm lượng mangan trong một số dây thép chuyên dụng có thể lên tới 1. 70% đến 2,10%.
- 3. Silicon (Si) Silicon cũng là một chất tạo hợp kim tốt. Thêm một lượng silicon thích hợp vào thép có thể cải thiện cường độ chảy, độ đàn hồi và khả năng kháng axit của thép; nếu hàm lượng quá cao thì độ dẻo và độ dẻo dai sẽ giảm. . Trong quá trình hàn, silicon còn có khả năng khử oxy tốt và tạo thành silica với oxy nhưng sẽ làm tăng độ nhớt của xỉ và dễ thúc đẩy sự hình thành các tạp chất phi kim loại.
- 4. Crom (Cr) Crom có thể cải thiện độ cứng, khả năng chống mài mòn và chống ăn mòn của thép. Đối với thép nhẹ, crom là tạp chất ngẫu nhiên. Đặc tính luyện kim chính của crom là dễ bị oxy hóa nhanh để tạo thành oxit chịu lửa crom trioxide (Cr203), do đó làm tăng khả năng tạp chất kim loại mối hàn. Sau khi crom trioxide chuyển sang xỉ, nó có thể làm tăng độ nhớt của xỉ và giảm tính lưu động của nó.
- 5. Niken (Ni) Niken có ảnh hưởng đáng kể đến độ bền của thép. Nói chung, khi giá trị tác động ở nhiệt độ thấp được yêu cầu cao thì cần trộn một ít niken một cách thích hợp.
- 6. Lưu huỳnh (S) Lưu huỳnh là tạp chất có hại. Khi hàm lượng lưu huỳnh tăng lên thì xu hướng nứt nóng của mối hàn sẽ tăng lên, do đó hàm lượng lưu huỳnh trong lõi mối hàn không được vượt quá 0,04%. Khi hàn các kết cấu quan trọng, hàm lượng lưu huỳnh không được vượt quá 0,03%.
- 7. Phốt pho (P)
 |
Phân loại lõi hàn
Lõi hàn được phân loại theo tiêu chuẩn quốc gia “Dây thép hàn” (GB 1300-77). Dây thép đặc biệt dùng để hàn có thể được chia thành ba loại: thép kết cấu carbon, thép kết cấu hợp kim và thép không gỉ.
 |
Lớp phủ que hàn
Lớp phủ que hàn là lớp phủ được áp dụng lên bề mặt lõi hàn. Lớp phủ bị phân hủy và tan chảy trong quá trình hàn để tạo thành khí và xỉ, có vai trò bảo vệ cơ học, xử lý luyện kim và cải thiện hiệu suất của quá trình. Thành phần của vỏ thuốc bao gồm: khoáng chất (như đá cẩm thạch, fluorit…), hợp kim sắt và bột kim loại (như ferromanganese, ferrotitanium…), chất hữu cơ (như bột gỗ, tinh bột…), hóa chất. các sản phẩm (như bột trắng titan, thủy tinh, v.v.). Lớp phủ que hàn là yếu tố quan trọng quyết định chất lượng mối hàn. Nó có các chức năng sau trong quá trình hàn:
- 1. Cải thiện tính ổn định của quá trình đốt hồ quang. Các điện cực trần không được phủ ít có khả năng bắt lửa hồ quang. Ngay cả khi nó bị đốt cháy, nó sẽ không cháy ổn định. Lớp phủ que hàn thường chứa các chất có khả năng ion hóa thấp như kali, natri và canxi, có thể cải thiện độ ổn định của hồ quang và đảm bảo tiến trình hàn liên tục.
- 2. Bảo vệ bể hàn. Trong quá trình hàn, oxy, nitơ và hơi nước trong không khí xâm nhập vào mối hàn sẽ gây ảnh hưởng xấu đến mối hàn. Không chỉ hình thành lỗ rỗng mà còn làm giảm tính chất cơ lý của mối hàn, thậm chí gây ra các vết nứt. Sau khi lớp phủ điện cực tan chảy, một lượng lớn khí được tạo ra bao phủ hồ quang và hồ nóng chảy, điều này sẽ làm giảm sự tương tác giữa kim loại nóng chảy và không khí. Khi đường hàn nguội đi, lớp phủ nóng chảy tạo thành một lớp xỉ bao phủ bề mặt đường hàn, bảo vệ kim loại mối hàn và để nguội từ từ, giảm khả năng xuất hiện lỗ rỗng.
- 3. Đảm bảo mối hàn khử oxy và loại bỏ tạp chất lưu huỳnh và phốt pho. Mặc dù có sự bảo vệ trong quá trình hàn nhưng một lượng nhỏ oxy chắc chắn sẽ xâm nhập vào bể nóng chảy, oxy hóa các nguyên tố kim loại và hợp kim, đốt cháy các nguyên tố hợp kim và làm giảm chất lượng của mối hàn. Vì vậy, cần bổ sung thêm các chất khử (như mangan, silicon, titan, nhôm, v.v.) vào lớp phủ điện cực để khử các oxit đã xâm nhập vào bể nóng chảy.
- 4. Thêm các nguyên tố hợp kim vào mối hàn. Do nhiệt độ hồ quang cao, các nguyên tố hợp kim của kim loại mối hàn sẽ bị bay hơi và đốt cháy, làm giảm tính chất cơ lý của mối hàn. Vì vậy, các nguyên tố hợp kim thích hợp phải được thêm vào mối hàn thông qua lớp phủ để bù đắp tổn thất do cháy của các nguyên tố hợp kim và đảm bảo hoặc cải thiện tính chất cơ học của mối hàn. Để hàn một số loại thép hợp kim, cũng cần phải đưa hợp kim vào mối hàn thông qua lớp phủ để kim loại mối hàn có thể gần với thành phần kim loại của kim loại cơ bản và các tính chất cơ học có thể bắt kịp hoặc thậm chí vượt quá kim loại cơ bản.
- 5. Cải thiện năng suất hàn và giảm sự bắn tung tóe. Lớp phủ que hàn có chức năng làm tăng các giọt nóng chảy và giảm sự bắn tung tóe. Điểm nóng chảy của lớp phủ điện cực thấp hơn một chút so với mối hàn của lõi hàn, nhưng do lõi hàn nằm ở tâm hồ quang và có nhiệt độ cao hơn nên lõi hàn nóng chảy trước và lớp phủ nóng chảy sau một chút. Bằng cách này, một đoạn ngắn của ống bọc được hình thành ở đầu que hàn, và lực thổi hồ quang làm cho các giọt nóng chảy bắn trực tiếp vào bể nóng chảy, thuận lợi cho việc hàn trên cao và hàn dọc. Ngoài ra, sau khi lõi hàn được phủ một lớp sơn phủ, nhiệt hồ quang sẽ tập trung hơn. Đồng thời, do tổn thất kim loại do bắn tóe giảm và hệ số lắng đọng tăng lên nên năng suất hàn cũng được cải thiện. Ngoài ra, lượng bụi phát sinh trong quá trình hàn cũng sẽ giảm đi.
- 6. Lớp phủ đóng vai trò cực kỳ quan trọng trong quá trình hàn. Nếu sử dụng điện cực ánh sáng không tráng phủ để hàn thì trong quá trình hàn một lượng lớn oxy và nitơ trong không khí sẽ xâm nhập vào kim loại nóng chảy, oxy hóa và thấm nitơ kim loại sắt và các nguyên tố có lợi cacbon, silic, mangan,… tạo thành các dạng khác nhau. oxit và Nitride còn sót lại trong mối hàn gây ra xỉ hoặc vết nứt trong mối hàn. Khí nóng chảy vào vũng nóng chảy có thể gây ra số lượng lớn lỗ rỗng trong mối hàn. Những yếu tố này có thể làm giảm đáng kể tính chất cơ học (độ bền, giá trị va đập, v.v.) của mối hàn và làm cho mối hàn trở nên giòn. Ngoài ra, khi hàn bằng điện cực nhẹ, hồ quang rất không ổn định, hiện tượng bắn tóe nghiêm trọng và hình thành đường hàn kém. Trong thực tế, người ta nhận thấy rằng nếu phủ một lớp phủ gồm nhiều loại khoáng chất khác nhau lên bên ngoài que hàn nhẹ thì quá trình cháy hồ quang có thể được ổn định và chất lượng mối hàn có thể được cải thiện. một điện cực phủ. Với sự phát triển không ngừng của công nghệ công nghiệp, con người đã tạo ra những loại que hàn có lớp phủ dày chất lượng cao được sử dụng rộng rãi.
- 7. Các loại lớp phủ que hàn và đặc điểm chính. Loại lớp phủ của que hàn có thể được xác định theo các thành phần chính của lớp phủ. Do thành phần lớp phủ khác nhau nên đặc tính xỉ, hiệu suất quá trình hàn và tính chất cơ học của kim loại mối hàn của các loại điện cực lớp phủ khác nhau rất khác nhau. Ngay cả với cùng một loại lớp phủ, sẽ có sự khác biệt đáng kể về hiệu suất quá trình của que hàn do thành phần và tỷ lệ lớp phủ khác nhau của các hãng khác nhau.
 |
Phân loại:
- (1) Loại lớp phủ: loại titan ‖Thành phần chính của lớp phủ: oxit titan ≥35%‖Nguồn điện hàn: DC hoặc AC
- (2) Loại lớp phủ: loại canxi titan‖Thành phần chính của lớp phủ: oxit titan ≥30%, carbon Ít hơn 20% muối axit ‖ Nguồn điện hàn: DC hoặc AC
- (3) Loại lớp phủ: loại ilmenite ‖ Thành phần chính của lớp phủ: ilmenite ≥ 30% ‖ Nguồn điện hàn: DC hoặc AC
- (4) Loại lớp phủ: oxy hóa Loại sắt ‖Thành phần chính của lớp phủ: Một lượng lớn oxit sắt và một lượng lớn chất khử oxy ferromanganese Nguồn điện hàn: DC hoặc AC (5) Loại lớp phủ: Loại natri cellulose cao‖Thành phần chính của lớp phủ: Hơn 15% chất hữu cơ , oxit titan Khoảng 30% ‖ Nguồn điện hàn: DC (6) Loại lớp phủ: loại kali cellulose cao ‖Thành phần chính của lớp phủ: hơn 15% chất hữu cơ, khoảng 30% oxit titan ‖Nguồn điện hàn: DC hoặc AC
- (7 ) Loại lớp phủ: Loại natri hydro thấp Thành phần chính của lớp phủ: cacbonat canxi, magiê và fluorit ‖Nguồn năng lượng hàn: DC
- (8) Loại lớp phủ: loại hydro kali thấp ‖Thành phần chính của lớp phủ: cacbonat canxi và magiê Fluorite‖Nguồn điện hàn: DC hoặc AC
- (9) Loại lớp phủ: Bột sắt loại có hàm lượng hydro thấp‖Thành phần chính của lớp phủ: canxi, magie cacbonat, fluorit và bột sắt‖Nguồn điện hàn: DC hoặc AC
- (10) Lớp phủ Loại lớp phủ: loại than chì ‖ Thành phần chính của lớp phủ: một lượng lớn than chì ‖ Nguồn điện hàn: DC hoặc AC
- (11) Loại lớp phủ: loại gốc muối ‖ Thành phần chính của lớp phủ: clorua và florua ‖ Nguồn điện hàn: DC
 |
Đặc trưng que hàn
- (1) Loại lớp phủ: Không phải là loại được chỉ định. Loại nguồn điện: Không được chỉ định. Đặc điểm chính: Zirconia, loại kiềm rutile, v.v. được sử dụng trong một số hệ thống xỉ mới này chưa hình thành hàng loạt.
- (2) Loại lớp phủ: Nguồn điện loại oxit titan. Loại: DC hoặc AC. Các tính năng chính: Chứa một lượng lớn oxit titan, hiệu suất xử lý tốt của que hàn, hồ quang ổn định, hồ quang dễ bắt lửa lại, bắn tóe nhỏ, xuyên thấu nông, phủ xỉ tốt , loại bỏ xỉ dễ dàng, các nếp gấp của mối hàn đặc biệt đẹp và có thể hàn ở mọi vị trí, đặc biệt là hàn tấm mỏng, nhưng độ dẻo của mối hàn và khả năng chống nứt kém hơn một chút. Với sự thay đổi về lượng kali, natri và bột sắt trong da thuốc, người ta chia thành loại kali titan cao, loại natri titan cao và loại titan bột sắt, v.v.
- (3) Loại da thuốc: Loại canxi titan Sức mạnh loại nguồn cung cấp: DC hoặc AC Các đặc điểm chính : Lớp phủ chứa hơn 30% oxit titan và ít hơn 20% canxi và magie cacbonat. Điện cực có hiệu suất xử lý tốt, độ chảy xỉ tốt, độ xuyên thấu trung bình, hồ quang ổn định, mối hàn đẹp và dễ dàng. loại bỏ xỉ. Nó phù hợp cho hàn mọi vị trí, chẳng hạn như J422, thuộc loại này và hiện là loại điện cực thép carbon được sử dụng rộng rãi nhất.
- (4) Loại lớp phủ: Loại Ilmenite Loại nguồn điện: DC hoặc AC Các tính năng chính: Lớp phủ có chứa ilmenite 305, điện cực nóng chảy nhanh, xỉ có tính lưu động tốt, độ xuyên thấu sâu, xỉ dễ loại bỏ và hàn Sóng gọn, hồ quang ổn định, hiệu suất quá trình hàn phẳng và hàn phi lê phẳng tốt hơn, hàn dọc kém hơn một chút và mối hàn có khả năng chống nứt tốt.
- (5) Loại lớp phủ: Loại oxit sắt Loại nguồn điện: DC hoặc AC Các tính năng chính: Lớp phủ chứa một lượng lớn oxit sắt và một lượng lớn chất khử oxy ferromanganese, với độ sâu thâm nhập lớn, tốc độ nóng chảy nhanh, năng suất hàn cao và Hồ quang ổn định, dễ tái hồ quang, hàn đứng và hàn trên cao khó hơn, vết bắn lớn hơn một chút, mối hàn có khả năng chống nứt nhiệt tốt hơn, thích hợp để hàn các tấm vừa và dày. Vì lực thổi hồ quang lớn nên thích hợp cho việc vận hành ngoài hiện trường. Nếu cho một lượng bột sắt nhất định vào da thuốc sẽ là bột sắt loại titan oxit.
- (6) Loại lớp phủ: Loại cellulose Loại nguồn điện: DC hoặc AC Các tính năng chính: Lớp phủ chứa hơn 15% chất hữu cơ và khoảng 30% oxit titan Hiệu suất quá trình hàn tốt, hồ quang ổn định, lực thổi hồ quang. mạnh, độ nóng chảy sâu và lớn, ít xỉ, dễ loại bỏ xỉ. Nó có thể được sử dụng để hàn dọc xuống, hàn xuyên sâu hoặc hàn một mặt và hàn tạo hình hai mặt. Quá trình hàn dọc và trên cao là tốt. Thích hợp để hàn các kết cấu tấm mỏng, ống bình xăng, vỏ xe, v.v. Khi hàm lượng chất ổn định hồ quang và chất kết dính trong vỏ thuốc thay đổi, nó được chia thành hai loại: loại natri cellulose cao (sử dụng kết nối ngược DC) và loại kali cellulose cao
- (7) Loại da thuốc: loại kali hydro thấp (hydro thấp loại natri) ) Loại nguồn điện: DC hoặc AC (DC) Đặc điểm chính: Thành phần chính của vỏ thuốc là cacbonat và fluorit. Que hàn phải được nung ở nhiệt độ 300 ~ 400oC trước khi sử dụng. Hoạt động hồ quang ngắn, quá trình hàn trung bình và có thể hàn ở mọi vị trí. Mối hàn có khả năng chống nứt tốt và độ bền cơ học toàn diện. Thích hợp để hàn các kết cấu hàn quan trọng. Theo liều lượng ổn định hồ quang, lượng bột sắt và chất kết dính trong lớp phủ, nó được chia thành loại natri hydro thấp, loại kali hydro thấp và loại bột sắt hydro thấp, v.v.
- (8) Loại lớp phủ: loại than chì loại nguồn điện: Các tính năng chính của DC hoặc AC: Lớp phủ chứa một lượng lớn than chì, thường được sử dụng cho các điện cực bằng gang hoặc vỏ bọc. Khi sử dụng lõi hàn thép cacbon thấp, hiệu suất quá trình hàn kém, nhiều tia lửa, khói lớn hơn và ít xỉ hơn nên thích hợp cho hàn phẳng. Khi sử dụng lõi hàn kim loại màu, hiệu suất xử lý của nó có thể được cải thiện nhưng dòng điện sẽ không quá lớn.
- (9) Loại lớp phủ: Loại gốc muối Loại nguồn điện: DC Đặc điểm chính: Lớp phủ chứa một lượng lớn clorua và florua, chủ yếu được sử dụng cho que hàn nhôm và hợp kim nhôm. Nó có khả năng hút ẩm mạnh và cần được sấy khô trước khi hàn. Vỏ thuốc có nhiệt độ nóng chảy thấp và tốc độ nóng chảy nhanh. Sử dụng nguồn điện DC, quá trình hàn kém, hoạt động hồ quang ngắn, xỉ bị ăn mòn và cần phải làm sạch nước nóng sau khi hàn. Ngoài ra, que hàn có chứa một lượng lớn bột sắt trong lớp phủ có thể gọi là que hàn bột sắt. Tại thời điểm này, theo các thành phần chính của lớp phủ điện cực tương ứng, nó có thể được chia thành loại bột sắt titan, loại bột sắt ilmenite, loại bột sắt oxit sắt, loại bột sắt hydro thấp, v.v., tạo thành một loạt sắt điện cực bột.
 |
Yêu cầu que hàn
- (1) Dễ dàng khởi động hồ quang, đảm bảo độ ổn định của hồ quang và giảm sự bắn tung tóe trong quá trình hàn.
- (2) Tốc độ nóng chảy của lớp phủ phải chậm hơn tốc độ nóng chảy của lõi hàn để tạo ra ống bọc hình loa kèn (chiều dài của ống bọc phải nhỏ hơn đường kính của lõi hàn), thuận lợi cho việc chuyển các giọt và tạo ra bầu không khí bảo vệ;
- (3) Tỷ lệ xỉ nóng chảy. Trọng lượng riêng phải nhỏ hơn kim loại nóng chảy, nhiệt độ hóa rắn cũng phải thấp hơn một chút so với nhiệt độ hóa rắn của kim loại và vỏ xỉ phải cao hơn một chút. dễ dàng loại bỏ;
- (4) Nó có chức năng xử lý hợp kim và luyện kim;
- (5) Nó phù hợp để hàn ở nhiều vị trí khác nhau.
 |
Phân loại que hàn
Theo các tình huống khác nhau, có ba phương pháp phân loại que hàn: phân loại theo mục đích của que hàn, phân loại theo thành phần hóa học chính của lớp phủ và phân loại theo đặc tính của xỉ sau khi lớp phủ tan chảy. Theo công dụng của que hàn, có hai dạng biểu hiện. Que hàn có thể chia thành: que hàn kết cấu thép, que hàn thép chịu nhiệt, que hàn inox, que hàn bọc, que hàn thép nhiệt độ thấp, que hàn gang, điện cực hợp kim niken và niken, điện cực đồng và hợp kim đồng, điện cực hợp kim nhôm và nhôm và điện cực chuyên dụng.
Thứ hai là tiêu chuẩn quốc gia, đó là điện cực thép carbon, điện cực hợp kim thấp, điện cực thép không gỉ, điện cực ốp, điện cực gang, điện cực đồng và hợp kim đồng, điện cực hợp kim nhôm và nhôm. Không có sự khác biệt về nguyên tắc giữa hai loại này. Loại thứ nhất được đại diện bởi một thương hiệu thương mại và loại thứ hai được đại diện bởi một mô hình. Nếu phân loại theo thành phần hóa học chính của lớp phủ điện cực, điện cực hàn có thể được chia thành: điện cực oxit titan, điện cực oxit titan canxi, điện cực ilmenit, điện cực oxit sắt, điện cực cellulose, điện cực hydro thấp, điện cực loại than chì và muối. điện cực.
Nếu phân loại theo đặc tính của xỉ sau khi nung chảy lớp phủ điện cực thì điện cực hàn có thể chia thành điện cực axit và điện cực kiềm. Các thành phần chính của lớp phủ điện cực axit là các oxit axit, chẳng hạn như silica, titan dioxide, oxit sắt, v.v. Thành phần chính của lớp phủ điện cực kiềm là các oxit kiềm, như đá cẩm thạch, fluorit, v.v. Có nhiều cách phân loại que hàn. Có thể phân loại que hàn theo nhiều góc độ khác nhau như công dụng, độ kiềm của xỉ, thành phần chính của lớp phủ điện cực và đặc tính hoạt động của que hàn.
Các mẫu que hàn được chia thành 8 loại theo tiêu chuẩn quốc gia, và các nhãn hiệu que hàn được chia thành 10 loại theo mục đích sử dụng. Nó chủ yếu được chia theo độ kiềm của xỉ hàn, nghĩa là theo tỷ lệ oxit cơ bản và oxit axit trong xỉ.
 |
Que hàn axit
Lớp phủ chứa một lượng lớn các chất xỉ có tính axit như TiO2 và SiO2 và một lượng cacbonat nhất định. Xỉ có đặc tính oxy hóa mạnh và hệ số kiềm của xỉ nhỏ hơn 1. Điện cực axit có công nghệ hàn tốt, hồ quang ổn định, có thể sử dụng trong cả điện áp AC và DC, ít bắn tóe, tính lưu động và loại bỏ xỉ tốt, xỉ chủ yếu là thủy tinh, tương đối lỏng, có hiệu suất loại bỏ xỉ tốt và mối hàn ngoại hình rất đẹp. Lớp phủ của que hàn có tính axit chứa nhiều silica, oxit sắt và oxit titan, có tính oxy hóa cao hơn, hàm lượng oxy trong kim loại mối hàn cao hơn, các nguyên tố hợp kim bị đốt cháy nhiều hơn, hệ số chuyển tiếp hợp kim nhỏ hơn và sự lắng đọng hydro. hàm lượng trong kim loại cũng cao hơn nên kim loại mối hàn có độ dẻo, độ bền thấp hơn.
Loại hydro thấp có tính kiềm
Vỏ thuốc chứa một lượng lớn chất xỉ kiềm (đá cẩm thạch, fluorit, v.v.), cũng như một lượng chất khử oxy và chất tạo hợp kim nhất định. Que hàn kiềm chủ yếu dựa vào cacbonat (như CaCO3, v.v.) để phân hủy CO2 làm khí bảo vệ. Áp suất riêng phần hydro trong khí quyển cột hồ quang thấp và canxi florua trong fluorit kết hợp với hydro ở nhiệt độ cao để tạo thành hydro. florua (HF), làm giảm hàm lượng hydro trong mối hàn nên que hàn có tính kiềm còn gọi là que hàn có hàm lượng hydro thấp.
Khi đo bằng phương pháp glycerol, hàm lượng hydro khuếch tán trên 100g kim loại lắng đọng là 1 đến 8 mL đối với điện cực kiềm và 17 đến 50 mL đối với điện cực axit. Lượng CaO trong xỉ kiềm lớn, xỉ có khả năng khử lưu huỳnh mạnh và kim loại lắng đọng có khả năng chống nứt nhiệt mạnh. Hơn nữa, điện cực kiềm có độ dẻo và độ bền va đập cao hơn do hàm lượng oxy và hydro trong kim loại mối hàn thấp và ít tạp chất phi kim loại hơn. Các điện cực kiềm chứa nhiều fluorit hơn trong lớp phủ và có độ ổn định hồ quang kém. Nói chung, chỉ sử dụng kết nối ngược DC khi lớp phủ chứa một lượng lớn chất ổn định hồ quang thì mới có thể sử dụng được cả AC và DC. Que hàn kiềm thường được sử dụng cho các kết cấu hàn quan trọng hơn, chẳng hạn như các kết cấu chịu tải trọng động hoặc có độ cứng cao hơn.
 |
Phân loại theo đặc tính que hàn
Que hàn được phân loại theo tính năng là các loại que hàn đặc biệt được sản xuất theo tính năng đặc biệt của chúng, như que hàn hydro cực thấp, que hàn ít bụi và độc tính thấp, que hàn đứng hướng xuống, que hàn nằm, que hàn lớp đáy, hiệu suất cao, que hàn bột sắt, que hàn chống ẩm que hàn, que hàn dưới nước, que hàn trọng lực,..
 |
Nguyên tắc lựa chọn
Việc lựa chọn que hàn phải căn cứ vào thành phần hóa học, tính chất cơ lý, độ dày tấm và dạng mối nối của vật liệu hàn, đặc điểm của kết cấu hàn, trạng thái ứng suất và điều kiện sử dụng kết cấu trên cơ sở đảm bảo an toàn và tính khả thi của việc sử dụng kết cấu hàn. Sau khi kiểm tra toàn diện các điều kiện thi công hàn cũng như lợi ích kinh tế và kỹ thuật, que hàn sẽ được lựa chọn theo cách có mục tiêu và các thử nghiệm về khả năng hàn sẽ được tiến hành nếu cần thiết.
 |
☞Tìm hiểu thêm: Mũi khoan
Những điểm chính để lựa chọn
- ① Xét tính chất cơ học và thành phần hóa học của kim loại mối hàn. Đối với thép kết cấu thông thường, kim loại mối hàn và kim loại cơ bản thường yêu cầu phải có độ bền như nhau. Que hàn có độ bền kéo của kim loại lắng bằng hoặc cao hơn một chút. kim loại cơ bản nên được chọn. Đối với thép kết cấu hợp kim, thành phần hợp kim đôi khi được yêu cầu phải giống hoặc gần với vật liệu cơ bản. Trong trường hợp không thuận lợi khi kết cấu hàn cứng, ứng suất mối nối cao và mối hàn dễ bị nứt thì nên xem xét sử dụng que hàn có độ bền thấp hơn kim loại cơ bản. Khi hàm lượng carbon, lưu huỳnh, phốt pho và các nguyên tố khác trong vật liệu cơ bản cao, mối hàn có khả năng xảy ra các vết nứt, do đó nên chọn que hàn có hàm lượng hydro thấp có tính kiềm, khả năng chống nứt tốt.
- ② Xét về đặc tính và điều kiện làm việc của các bộ phận hàn, đối với các mối hàn chịu tải trọng va đập, ngoài việc đáp ứng các yêu cầu về độ bền còn chủ yếu phải đảm bảo kim loại mối hàn có độ bền va đập và độ dẻo cao hơn. có thể sử dụng các chỉ số về độ dẻo và độ bền của que hàn loại Hydro. Đối với các mối hàn tiếp xúc với môi trường ăn mòn, cần lựa chọn que hàn inox hoặc các loại que hàn chống ăn mòn khác dựa trên tính chất và đặc tính ăn mòn của môi trường. Các bộ phận hàn làm việc ở nhiệt độ cao, nhiệt độ thấp, chống mài mòn hoặc các điều kiện đặc biệt khác nên sử dụng thép chịu nhiệt, thép nhiệt độ thấp, lớp bọc hoặc các điện cực chuyên dụng khác tương ứng.
- ③ Xét đặc điểm kết cấu mối hàn và điều kiện ứng suất, đối với các chi tiết hàn dày, lớn, có hình dạng kết cấu phức tạp và độ cứng cao, do ứng suất bên trong sinh ra trong quá trình hàn lớn nên dễ xảy ra các vết nứt trong mối hàn, vì vậy chúng ta nên lựa chọn vật liệu hàn có độ kiềm thấp và độ kiềm thấp, có khả năng chống nứt tốt. Đối với các mối hàn không chịu lực nhiều và khó làm sạch các bộ phận hàn thì nên sử dụng que hàn có tính axit không nhạy cảm với rỉ sét, cặn và dầu. Đối với các mối hàn không thể lật do điều kiện, nên chọn que hàn thích hợp cho việc hàn ở mọi vị trí.
- ④ Xét đến điều kiện thi công, lợi ích kinh tế và đáp ứng yêu cầu về tính năng của sản phẩm, nên lựa chọn que hàn axit có tay nghề tốt. Ở những nơi có không gian nhỏ hoặc điều kiện thông gió kém nên sử dụng que hàn axit hoặc que hàn ít bụi. Đối với các kết cấu có khối lượng công việc hàn nặng, khi có thể nên sử dụng các loại que hàn hiệu suất cao như que hàn bột sắt, que hàn trọng lực hiệu suất cao, v.v… hoặc các loại que hàn đặc biệt như que hàn lớp đáy và dạng đứng hướng xuống nên sử dụng que hàn để nâng cao năng suất hàn.
Những điểm chính để lựa chọn:
- ① Thép carbon + thép hợp kim thấp (hoặc thép hợp kim thấp + thép cường độ cao hợp kim thấp) với các mức cường độ khác nhau thường yêu cầu cường độ của kim loại mối hàn hoặc mối nối không nhỏ hơn cường độ thấp nhất của hai kim loại hàn và Que hàn được chọn làm lắng đọng kim loại Độ bền phải đảm bảo độ bền của mối hàn và mối nối không thấp hơn độ bền của kim loại cơ bản có độ bền thấp hơn, đồng thời độ dẻo và độ bền va đập của kim loại mối hàn không được thấp hơn so với kim loại cơ bản có độ bền cao hơn nhưng độ dẻo kém hơn. Do đó, que hàn có thể được lựa chọn theo loại thép có độ bền thấp hơn trong số hai loại. Tuy nhiên, để ngăn ngừa vết nứt khi hàn, quá trình hàn cần được xác định theo loại thép có độ bền cao hơn và khả năng hàn kém, bao gồm các thông số kỹ thuật hàn, nhiệt độ nung nóng trước và xử lý nhiệt sau hàn.
- ② Đối với thép hợp kim thấp + thép không gỉ austenit, nên chọn que hàn theo các giá trị giới hạn theo thành phần hóa học của kim loại lắng đọng. Thông thường, thép austenit loại Cr25-Ni13 có hàm lượng crom và niken cao hơn, độ dẻo tốt hơn và khả năng chống nứt được lựa chọn để tránh các vết nứt do tạo ra cấu trúc cứng giòn. Tuy nhiên, quy trình và thông số kỹ thuật hàn nên được xác định dựa trên thép không gỉ có khả năng hàn kém.
- ③ Đối với tấm thép composite bằng thép không gỉ, nên chọn ba điện cực có đặc tính khác nhau tùy theo yêu cầu hàn của lớp nền, lớp ốp và lớp chuyển tiếp. Để hàn lớp nền (thép cacbon hoặc thép hợp kim thấp), nên chọn điện cực thép kết cấu có mức cường độ tương ứng; khi lớp ốp tiếp xúc trực tiếp với môi trường ăn mòn, nên sử dụng điện cực thép không gỉ austenit có thành phần tương ứng. Điều quan trọng là hàn lớp chuyển tiếp (nghĩa là giao diện giữa lớp ốp và lớp nền). Phải xem xét hiệu ứng pha loãng của vật liệu cơ bản là điện cực thép austenit loại Cr25-Ni13 có hàm lượng crôm và niken cao hơn nên chọn độ dẻo và khả năng chống nứt tốt.
 |
Những điều cần lưu ý
- 1. Thép không gỉ crom có khả năng chống ăn mòn nhất định (axit oxy hóa, axit hữu cơ, ăn mòn xâm thực), khả năng chịu nhiệt và chống mài mòn. Thường được sử dụng trong các nhà máy điện, công nghiệp hóa chất, dầu khí và các vật liệu thiết bị khác. Thép không gỉ crom có khả năng hàn kém nên cần chú ý đến quá trình hàn, điều kiện xử lý nhiệt và lựa chọn điện cực hàn thích hợp.
- 2. Thép không gỉ Crom 13 có độ cứng cao sau khi hàn và dễ bị nứt. Nếu sử dụng cùng loại điện cực thép không gỉ crom (G202, G207) để hàn thì phải gia nhiệt trước trên 300°C và làm nguội chậm ở khoảng 700°C sau khi hàn. Nếu mối hàn không thể xử lý nhiệt sau hàn thì nên sử dụng điện cực bằng thép không gỉ crom-niken.
- 3. Thép không gỉ crom 17, để cải thiện khả năng chống ăn mòn và khả năng hàn, người ta bổ sung lượng thích hợp các nguyên tố ổn định Ti, Nb, Mo, v.v. Khả năng hàn tốt hơn thép không gỉ crom 13. Khi sử dụng cùng loại điện cực thép không gỉ crom (G302, G307), nên nung nóng trước ở nhiệt độ trên 200°C và ủ ở khoảng 800°C sau khi hàn. Nếu mối hàn không thể xử lý nhiệt thì nên sử dụng que hàn thép không gỉ crom-niken.
- 4. Que hàn thép không gỉ crom-niken có khả năng chống ăn mòn, chống oxy hóa tốt và được sử dụng rộng rãi trong công nghiệp hóa chất, phân bón, dầu khí, máy móc y tế, chế tạo.
- 5. Khi hàn thép không gỉ crom-niken, cacbua sẽ kết tủa do nung nóng nhiều lần, làm giảm khả năng chống ăn mòn và tính chất cơ học.
- 6. Que hàn phải được giữ khô khi sử dụng. Loại titan-canxi nên sấy khô ở 150°C trong 1 giờ, và loại có hàm lượng hydro thấp nên sấy khô ở 200-250°C trong 1 giờ (không thể sấy khô), lặp đi lặp lại nhiều lần, nếu không lớp phủ sẽ dễ bị nứt và bong tróc) để tránh trường hợp que hàn bị nứt, lớp phủ sẽ bám vào dầu và các chất bẩn khác để không làm tăng hàm lượng cacbon trong mối hàn và ảnh hưởng đến chất lượng của mối hàn.
- 7. Để ngăn chặn sự ăn mòn giữa các hạt do gia nhiệt, dòng hàn không được quá lớn, nhỏ hơn khoảng 20% so với điện cực thép cacbon. Hồ quang không được quá dài và các lớp xen kẽ sẽ nguội nhanh chóng. hạt hàn hẹp được ưa thích.
- 8. Lớp phủ thép không gỉ crom-niken có sẵn ở loại titan-canxi và loại có hàm lượng hydro thấp. Loại canxi titan có thể được sử dụng cho AC và DC, nhưng độ sâu thâm nhập nông trong quá trình hàn AC và dễ bị đỏ, vì vậy nên sử dụng nguồn điện DC càng nhiều càng tốt. Đường kính từ 4.0 trở xuống có thể sử dụng cho các bộ phận hàn ở mọi vị trí và đường kính từ 5.0 trở lên có thể sử dụng để hàn phẳng và hàn phi lê phẳng.












Đánh giá
Chưa có đánh giá nào.